

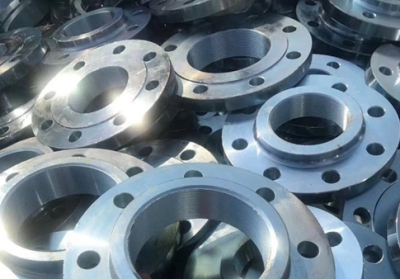
Фланцы для стыковой сварки GB
Фланцы под приварку встык
Разновидность трубопроводной арматуры
Фланец для стыковой сварки представляет собой разновидность трубопроводной арматуры, которая представляет собой фланец с шейкой и круглым трубным переходом, соединенный с трубой стыковой сваркой.
Фланец для стыковой сварки теперь больше не деформируется, хорошо герметизируется, широко используется, имеет соответствующие жесткие и эластичные требования и реалистичный переход к утончению стыковой сварки, сварное соединение находится на большом расстоянии от поверхности соединения, а настил соединения защищенный от температурной деформации сварки, он имеет увеличенную сложную структуру кашлевого расширения, которая великолепна для трубопроводов с большими колебаниями напряжения или температуры или трубопроводов с чрезмерной температурой, чрезмерным давлением и низкой температурой и обычно используется для соединения трубопроводов и клапанов. с ПН с ускорением более 2,5 МПа, а также применяется для транспортировки дорогостоящих, пожаро- и взрывоопасных сред по трубопроводам.
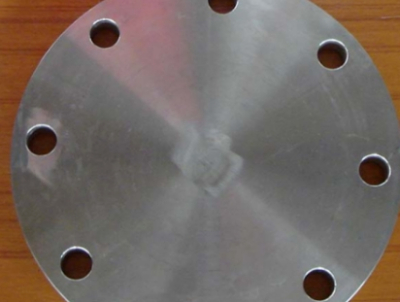
Ковка, литье и токарная обработка средней пластины
Плоские приварные фланцы
Форма соединения: односторонняя сварка, двухстороннее гайковое соединение.
Факторы продукта Красивый внешний вид, легкая поверхность, устойчивость к кислотам и щелочам, антикоррозийная защита, прочная текстура.
Производственный процесс: кислородно-печная резка, цельная ковка или законченная ковка изделия и уменьшающаяся формовка.
Метод обработки: высокоточная токарная обработка на станке с ЧПУ, радиальное сверление и сверление с ЧПУ.
Параметры продукта
(2) Диаметр центрального отверстия для болта: 50 мм ---- 2130 мм
(3) Диаметр отверстия под болт: 11–30 мм.
(6) Толщина фланца: 12–58 мм.
(7) НАРУЖНЫЙ ДИАМЕТР ТРУБКИ: A (17,2-2032 мм) B (14-2020 мм)
(8) Внутренний диаметр фланца: A(18-2036MM) B(15-2024MM)
(9) Теоретический вес фланца: 0,36–234,6 кг (DN1800).
1. Марка фланца для стыковой сварки и его технические требования должны соответствовать соответствующим требованиям JB4726-4728. 1. Поковки из углеродистой стали и аустенитной нержавеющей стали с номинальным давлением Ру 0,25-1,0 МПа допускаются к применению поковок I класса. 2. Помимо следующих положений, поковки с номинальным давлением Ру 1,6-6,3 МПа должны отвечать требованиям поковок II и выше марок. 3. Те, кто соответствует одному из следующих условий, должны соответствовать требованиям III. и поковки: (1) Поковки для фланцев с номинальным давлением PN≥10,0 МПа; 2) поковки из хромомолибденовой стали с номинальным давлением PN>4,0 МПа; (3) Поковки из ферритной стали с номинальным давлением PN>1,6 МПа и рабочей температурой ≤-20 градусов Цельсия.
2. Фланцы для стыковой сварки обычно изготавливаются из поковок или методом ковки и прокатки. При изготовлении из стальных листов или профилей должны соблюдаться следующие требования: 1. Фланец под приварку встык должен быть проверен ультразвуковым дефектом без дефектов расслоения; 2. Его следует разрезать на полосы вдоль направления прокатки стали и сформировать кольцо путем гибки и стыковой сварки, причем поверхность стали должна образовывать цилиндрическую поверхность кольца. Стальную пластину нельзя подвергать непосредственной механической обработке для получения стыкового приварного фланца с горловиной; 3. Стыковой шов кольца должен быть полностью проварным; 4. Стыковой сварной шов кольца должен быть подвергнут термической обработке после сварки, и должна быть выполнена 100% лучевая или ультразвуковая дефектоскопия, лучевая дефектоскопия соответствует требованиям JB4730 класса II, а ультразвуковая дефектоскопия соответствует требованиям класса I. JB4730.
3. Наклон наружной стороны шейки стыкового приварного фланца не должен быть более 70°. Фланец для стыковой сварки строго контролирует технические параметры во время производства и сварки, чтобы гарантировать, что он может играть полную роль и ценность в производстве и использовании.

Связанные новости
